













Perform with FCC S.A.
Join our Content Team to create and share knowledge.
Learn how to be part of it



Be acquainted with our purpose, values, history and all that makes the FCC S.A. essence

A portfolio of products and solutions plenty of innovation, technology and sustainability.

To deliver products with leading edge technology and global quality is just our starting point. That is why we have a series of exclusive services for our customers and that make all the difference on a daily basis.

See in practical terms how innovation is present in the FCC S.A. DNA

Sustainability is present in every solution, delivery and process of our company: learn more.

We are made of synergy! Learn how you can become a FCC S.A. supplier

Learn how it is to work with FCC.S.A. Learn our culture, programs and check for opportunities.

Integrity and transparency are part of what we are. Check our annual reports and see the result of our work.

Find a variety of contents that permeate our businesses and see how you can be a part of what we create around here.

Together, we create more! Be a FCC S.A. partner and generate value for a world in transformation: learn how.

The choice of the most suitable catalyst for a Fluid Catalytic Cracking Unit (FCCU) is one of the main factors influencing the performance and operational stability of the process. For this reason, whenever possible, we recommend to carry out tests on a commercial scale directly at the FCCU. This approach best represents real operating conditions, considering crucial variables such as the unit’s specific hardware, the real cycles of deactivation, regeneration and the thermal balance. This context allows for a more accurate assessment in line with the catalyst’s expected final performance.
In the absence of commercial-scale tests, pilot plants appear as a slightly more representative alternative to bench tests, although with some limitations, which will be discussed below. Compared to the tests performed on the Advanced Cracking Evaluation (ACE) equipment, the pilot plants offer results that are closer to the real conditions of a FCCU. This happens since they better reproduce fundamental aspects such as residence time, the gas/solid flow regime and the thermal dynamics of the system [1, 2]. These parameters have a direct impact on catalytic performance and can significantly change the ranking of technologies [1].
The following is an objective and systematic discussion of the main limitations related to laboratory tests, with an emphasis on ACE units, as this is the catalytic system widely used in refinery laboratories and research centers.
The ACE unit operates in a fixed fluidized bed regime, with hydrodynamics and residence time different from those found in commercial units. These differences compromise the adequate representation of diffusion, mixing and secondary cracking phenomena, making it difficult to directly extrapolate the data obtained to the reality of a FCCU [1-4].
In the ACE tests, the contact time between charge and catalyst is significantly longer than under industrial conditions, favoring secondary reactions such as the excessive formation of coke and dry gas. This extended contact time can mask differences between catalytic technologies: catalysts with different characteristics can perform similarly under prolonged contact conditions, making it difficult to distinguish between formulations with different efficiency levels.
ACE’s isothermal operation eliminates the temperature gradients typical of a FCCU industrial reactor. As a result, important effects on coke formation and product distribution are no longer observed. On a commercial scale, these gradients impact conversion, selectivity and operational stability, factors that are neglected in isothermal experiments. Figure 1 illustrates the operational differences between the tests conducted on the pilot plant and the ACE plant.
Figure 1 – Differences in the experiment between the pilot unit and the ACE unit
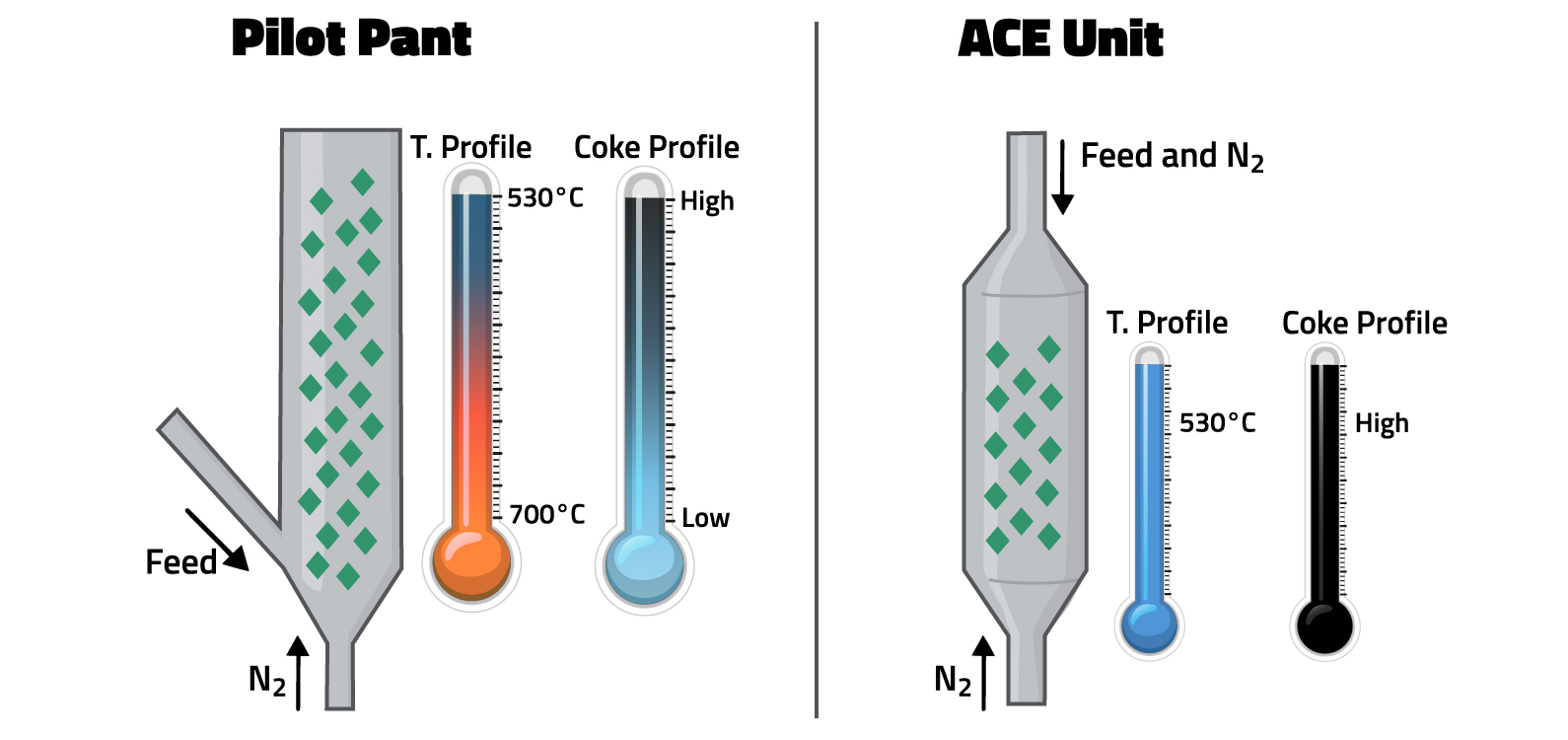
Source: Fábrica Carioca de Catalisadores S.A.
Laboratory deactivation continues to be a significant technical challenge and remains an active field of research. Several academic and industrial groups are continually seeking to develop methods that improve the representativeness of laboratory-simulated catalysts compared to industrial ECAT [1-4].
Catalysts artificially deactivated in the laboratory using widely known protocols such as CPS, ANCD or Mitchell followed by hydrothermal treatment do not faithfully reproduce the physicochemical characteristics of a balanced catalyst from a FCCU. Among the main differences are the textural properties, accessibility, morphology, distribution and oxidation state of the contaminating metals. Some technologies can perform well in these artificial conditions, but fail when exposed to real operation. An example widely discussed in the literature is that of calcium and magnesium-based vanadium slurries, which demonstrate efficiency in the laboratory, but lose functionality in the industrial unit when they are converted into inactive sulphates during the regeneration process [5,6].
It is worth highlighting that this limitation is not restricted exclusively to laboratory tests. Deactivations carried out on a pilot scale also face significant difficulties in this regard. Even in pilot plants, a satisfactory simulation of the complex thermal and chemical transformations that take place throughout the complete cracking and regeneration cycle in a FCCU has not yet been achieved. Particularly, the regeneration conditions on a pilot scale are substantially different from those observed on an industrial scale, compromising the faithful representation of the deposition of metals on the catalyst and their actual oxidation states, both factors with a direct influence on catalytic performance.
Refineries that process residual fractions with a high metal content, especially iron (Fe), require the use of catalysts with high accessibility or, in general, technologies with a low zeolite/matrix ratio. Architectures with greater accessibility to the pores facilitate the diffusion of heavy molecules inside the catalyst, favoring the conversion of funds and increasing diesel and gasoline yields.
Furthermore, catalysts with more accessible acid sites tend to be more resistant to iron contamination [7]. However, iron is one of the most difficult contaminants to simulate in the laboratory. There is no deactivation protocol that adequately reproduces the metal nodules observed in catalysts removed from a FCCU. As a result, the impact of iron is often underestimated in laboratory assessments [4].
Despite being more effective in units that process heavy loads, catalysts with high accessibility often underperform in bench tests. This happens since laboratory methods tend to disperse the contaminating metals evenly over the catalyst surface, which does not reflect the deposition pattern observed in real operation. Under these artificial conditions, metals act as promoters of dehydrogenation reactions. Combined with the generally longer contact times in laboratory tests, this creates an environment conducive to the excessive formation of coke and hydrogen, penalizing technologies that, in practice, would be more advantageous.
This effect was widely discussed by Psarras and collaborators [3], who evaluated catalysts with different levels of accessibility subjected to different deactivation protocols and compared them with real ECATs. The results showed that the highly accessible catalysts showed greater coke formation and excessive hydrogen production under laboratory conditions, reinforcing the limitations of these evaluation methods.
Figure 2 illustrates this behavior: technologies with high accessibility produce more coke than those with lower accessibility, as a result of the artificial dispersion of the metals promoted by the deactivation protocol, combined with the high contact time between the load and the catalyst in the bench test. However, these phenomena do not manifest themselves in real FCCU conditions, where both the metal deposition pattern and the charge/catalyst contact regime are very different from those simulated on a laboratory scale.
Figure 2 – Schematic representation of high and low accessibility catalysts and their coke formation profile when deactivated and evaluated on a laboratory scale
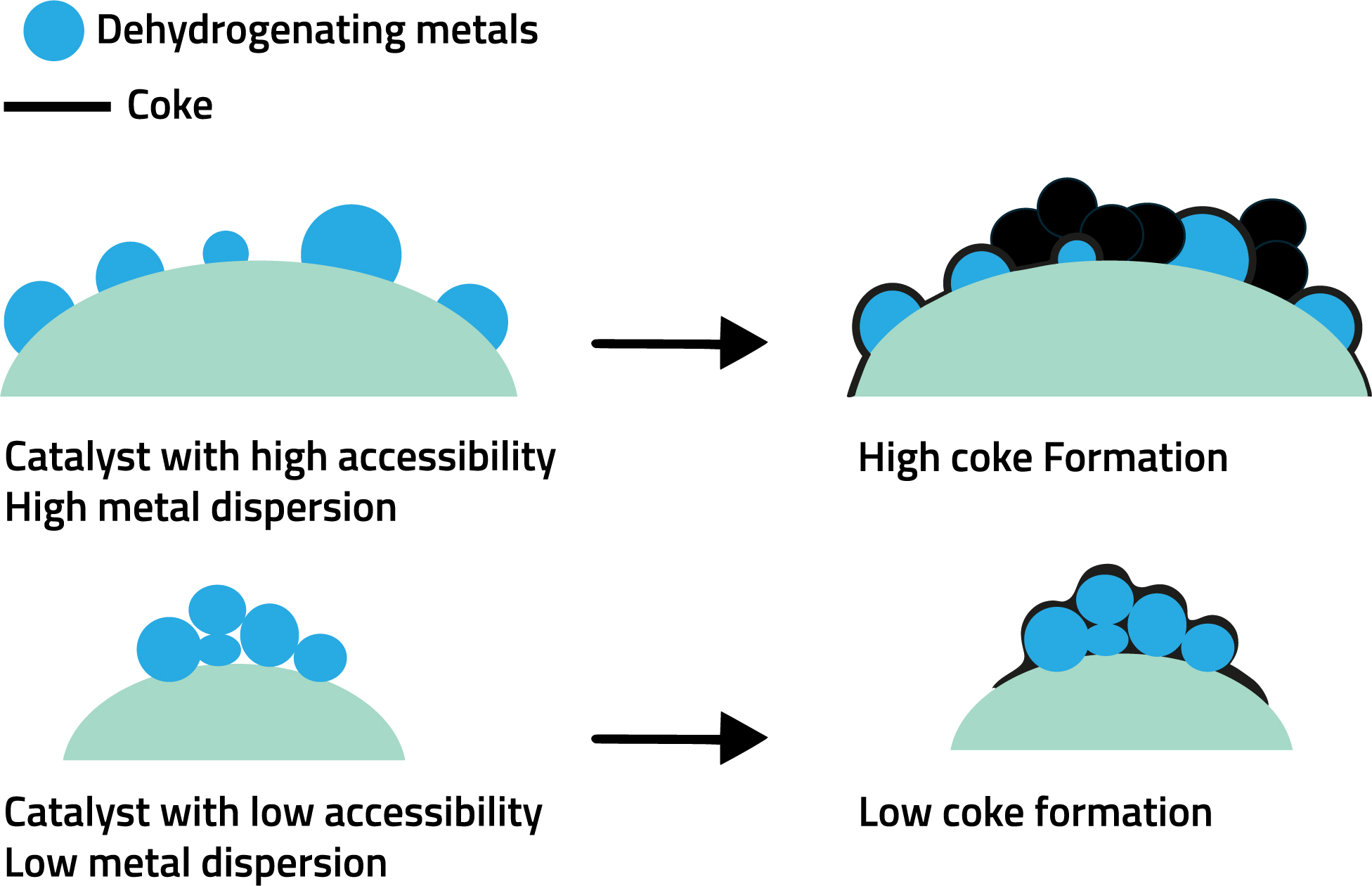
Source: Fábrica Carioca de Catalisadores S.A.
The selection of catalysts for fluid catalytic cracking units requires evaluation criteria that are closely aligned with the actual operating conditions of the unit, especially in refineries that process heavy and challenging loads. In this context, laboratory tests in bench units, such as ACE, play an important role in providing an initial comparative view of catalysts belonging to the same technological family. In these cases, it is possible to identify performance trends with a reasonable predictability level.
However, this analytical reliability is considerably reduced when tests are used to compare different technologies. The main reason for this is the simplified and sometimes artificial nature of laboratory protocols, which involve isothermal conditions, long residence times and deactivations that do not faithfully reproduce the physical-chemical transformations of a catalyst in equilibrium. This discrepancy affects different catalytic architectures unequally and can artificially penalize technologies that would be superior in industrial operation.
For example, catalysts with high accessibility, which have been designed to address severe residual fractions and high levels of metal contamination, tend to show excessive coke and hydrogen formation in laboratory tests. These effects, amplified by the limitations of deactivation protocols, do not reflect the reality of a commercial FCC unit, where the reaction environment is dynamic, multiphase and highly selective to the interactions between charge and catalyst.
Therefore, when considering the introduction of a new catalytic technology, it is strongly recommended that data from commercial tests take center stage in the decision-making process. These tests are a more reliable reflection of the catalyst’s operational performance, respecting the specific variables of each refinery. Relying exclusively on laboratory results for technological choices can lead to inaccurate decisions and the premature exclusion of solutions that are better suited to the real context of the operation.
Related Publications










What did you make of the publication?
Comments (2)