





















¡Formulario enviado con éxito!



Conozca nuestro propósito, valores, historia y todo lo que forma parte de la esencia de FCC S.A.

Un portafolio de productos y soluciones repleto de innovación, tecnología y sustentabilidad.

Entregar productos con tecnología de punta y calidad mundial es apenas nuestro punto de partida. Por eso, tenemos una serie de servicios exclusivos para nuestros clientes y que hacen toda la diferencia en el día a día.

Vea en la práctica como la innovación está presente en el ADN de FCC S.A.

La sustentabilidad está presente en cada solución, entrega y proceso de nuestra empresa: sepa más.

¡Somos hechos de sinergia! Entienda como usted puede convertirse en un proveedor de FCC S.A.

Entérese de cómo es trabajar en FCC S.A. Conozca nuestra cultura, programas y verifique oportunidades.

La integridad y la transparencia forman parte de quienes somos. Verifique nuestros informes anuales y vea el resultado de nuestro trabajo.

Encuentre una variedad de contenidos que permean nuestros negocios y vea como usted puede formar parte de lo que creamos por acá.

¡Juntos, creamos más! Sea un socio de FCC S.A. y genere valor para un mundo en transformación: sepa cómo.
Entre los productos generados en la unidad de craqueo catalítico, el hidrógeno (H2) forma parte de los componentes de la corriente de gas combustible, junto al metano, etano y etileno.
Aunque es un producto que hace parte de las corrientes de salida de la UFCC, el incremento de concentración de H2 en el gas combustible puede ser un problema, pues disminuye el peso molecular del gas húmedo generando cambios en la relación de compresión y desplazamiento del punto de operación de la curva de desempeño, afectando directamente el desempeño del compresor de gas húmedo.
Esto representa un reto para el equipo técnico, el cual debe garantizar la operación del compresor de gas húmedo, controlando los riesgos de integridad para el equipo, y al mismo tiempo realizar ajustes para disminuir los impactos que esto trae al rendimiento de productos que agregan valor.
Un aumento de generación de H2 suele estar directamente relacionado a la acción del níquel en el sistema. Aunque otros metales tienen también acción deshidrogenante, sus efectos son menores cuando se comparan con el del níquel.
El níquel (Ni) se encuentra en la carga, en forma de moléculas denominadas porfirinas, las cuales se depositan en el catalizador, y se reduce en el ambiente del conversor a su forma metálica Ni0, adquiriendo mayor movilidad, catalizando las reacciones de deshidrogenación.
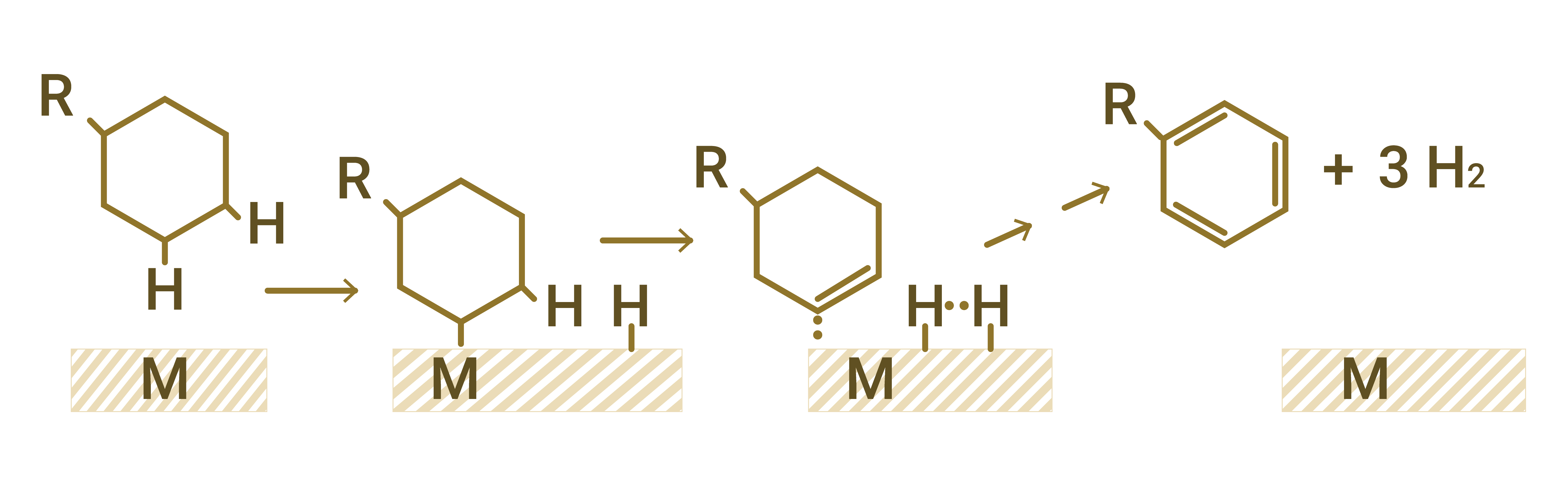
Figura 1 - Efecto deshidrogenante de metales de transición, como el níquel. Fuente: Banco de datos de FCC S.A.
Las reacciones de deshidrogenación, además de llevar a un aumento de concentración de H2 en los productos, provocan la condensación de hidrocarburos que acaban por formar coque. Por eso es común que refinerías que enfrentan problemas con exceso de H2 en el gas también estén pasando por un periodo de aumento de rendimiento de coque.
Una vez que estas reacciones se inician, se observará un aumento en la relación H2/CH4, indicando una variación en la calidad del gas húmedo por la acción deshidrogenante en curso. Esta propiedad, normalmente monitoreada por los ingenieros de procesos, debe demandar una estrategia de control y monitoreo riguroso cuando se observa una tendencia gradual de aumento a partir de 0,3 %v/%v y habrá necesidad de acciones mitigatorias cuando se alcanza 0,5 %v/%v.
Según Letzsch, 2024, una producción normal de H2 por cada barril de carga que se procesa debe oscilar entre 20 y 45 scfb (3,56 y 7,99 sm3/m3), a partir de 60 scfb (10,69 sm3/m3), mecanismos de pasivación comienzan a ser viables, siendo obligatorios cuando se alcanzan valores de 100 scfb (17,83 sm3/m3). No obstante, hay que considerar que estos valores de referencia pueden tener ligera variación en función del diseño de cada unidad.
El gráfico abajo muestra la tendencia de aumento de níquel en la carga acompañada de un aumento de la relación de H2/CH4, alcanzando valores con fuerte indicativo del aumento de las reacciones de deshidrogenación.
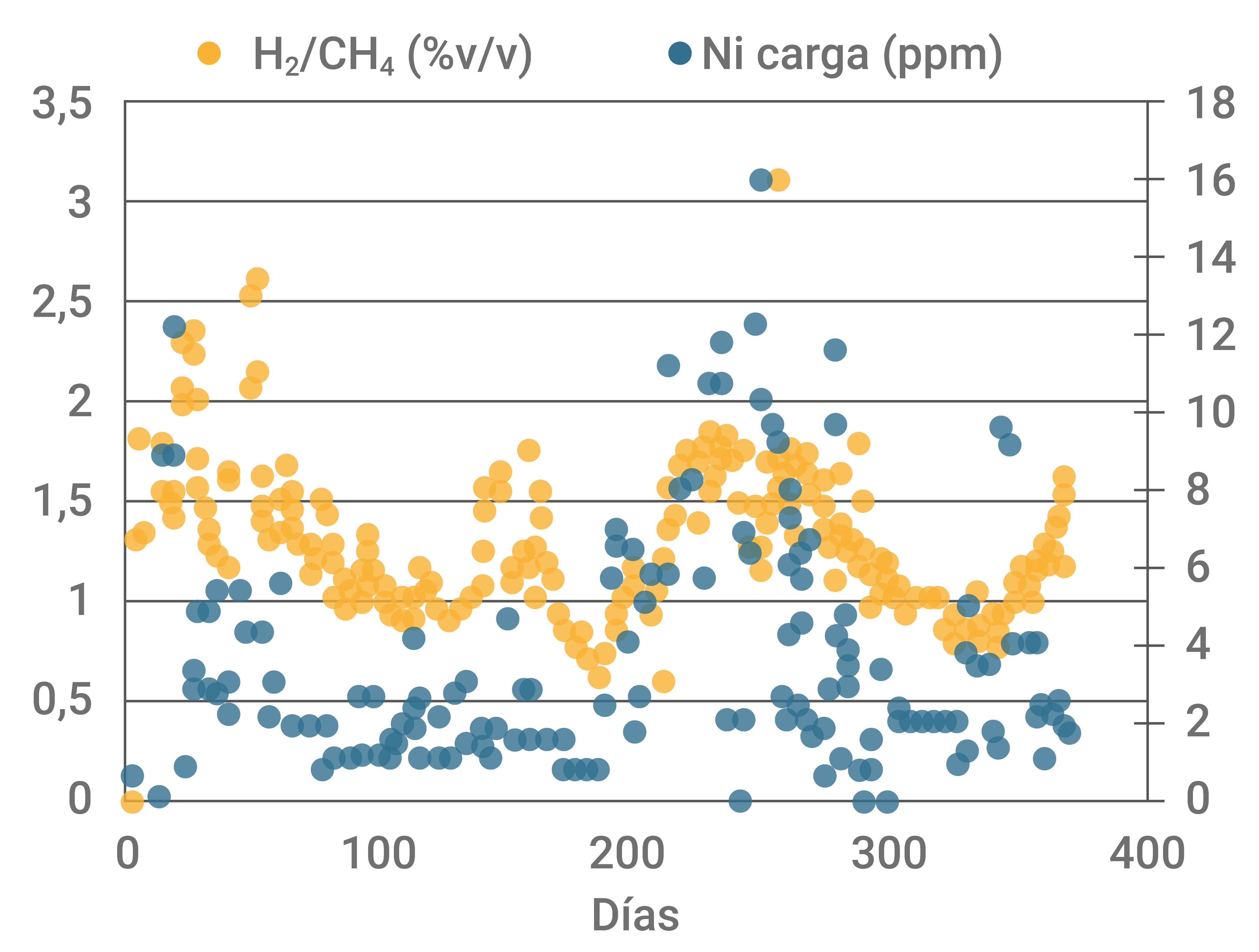
Gráfico 1 - Respuesta de la relación H2/CH4 a cambios de concentración de níquel en la carga. Fuente: Banco de datos de FCC S.A.
Después del níquel, el vanadio es otro metal que contribuye a la deshidrogenación por su capacidad de interactuar con él.
La acción deshidrogenante del vanadio comparado al níquel es de 25%. Esa acción de deshidrogenación se debe a que el ácido vanádico (H3VO4) reacciona con el níquel formando como producto final el vanadato de níquel (Ni2V2O7) el cual se deposita en el catalizador y promueve la deshidrogenación (Etim et al., 2016). El efecto conjunto de ambos, Ni y V introduce se denomina níquel equivalente. Este parámetro se calcula en función del contenido de contaminantes en el Ecat, permitiendo monitorear y cruzar datos del efecto conjunto y aumento de H2, con una visión de su actividad en el sistema.
El siguiente gráfico muestra la correlación de la tendencia entre el aumento de níquel equivalente y la relación H2/CH4 de la unidad. Se destaca la acción deshidrogenante en picos de níquel equivalente en el inventario.
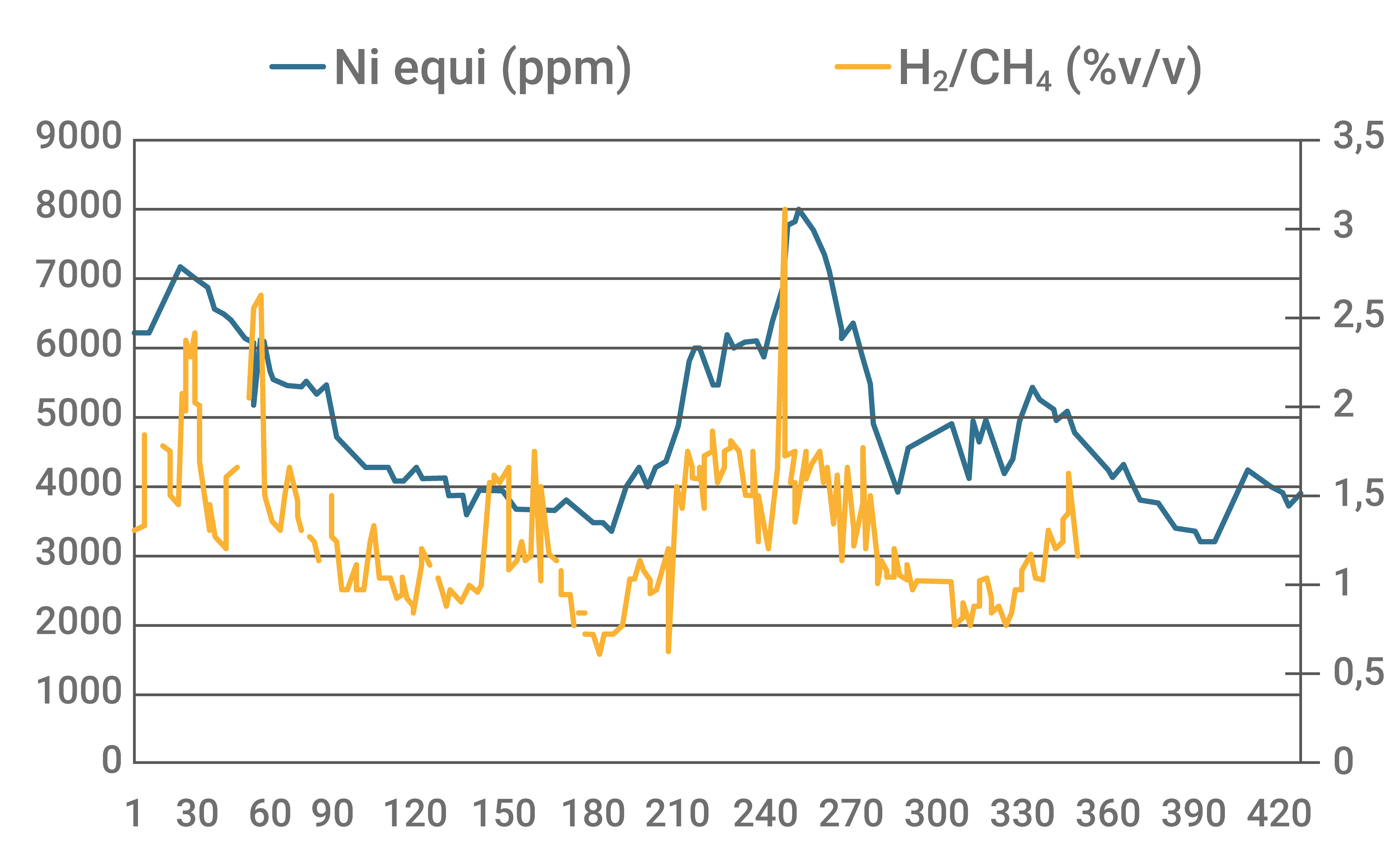
Gráfico 2 - Variación de la relación H2/CH4 a cambios de la concentración de níquel equivalente en el inventario. Fuente: Banco de datos de FCC S.A.
El efecto deshidrogenante de otros metales, se puede resumir de la siguiente forma: la acción deshidrogenante del hierro es 10 veces menor que la del níquel, en cuanto la del cobre es 3 veces menor. Ambos tienen impacto también en la producción de coque.
En una unidad de FCC vemos que los productos líquidos de mayor valor comercial tienen una relación hidrógeno-carbono (H/C) mayor que la de la carga. La característica ácida del catalizador no promueve solamente reacciones de quiebra de la cadena de los hidrocarburos; también promueve la estabilización de los productos del craqueo catalítico a través de la donación de protones y reacciones de transferencia de hidrógeno, lo que resulta en hidrocarburos con menor peso molecular. Una vez que existe oferta limitada de átomos de hidrógeno en el sistema, ocurren reacciones secundarias que forman hidrocarburos de alto peso molecular y baja relación H/C, que es el coque. Ese es el balance de hidrógeno.
Los mecanismos que promueven la formación de H2 hacen que menos hidrógeno esté disponible para estabilizar los hidrocarburos. La consecuencia es la formación de más compuestos inestables, como las olefinas, y de más hidrocarburos de bajo contenido de hidrógeno, como el coque. Ese coque excedente, no relacionado a las reacciones de craqueo catalítico, afecta el balance térmico de la unidad. Esto se debe a que la masa de coque producida en el conjunto riser/reactor debe ser la misma quemada en el regenerador. Cuando existe un mecanismo que aumenta la producción de coque no relacionada con el craqueo catalítico, debe existir compensación por la reducción de producción de coque catalítico, o sea; ocurre una reducción de conversión.
El aumento de la concentración de H2 en el gas combustible también puede llevar a dificultades operacionales en la sección de recuperación y tratamiento de gases, además de potencialmente afectar equipos fuera de la unidad de FCC.
La consecuencia que más llama la atención de la refinería es el cambio del punto de operación del compresor de gas húmedo. La reducción del peso molecular del gas y el consecuente aumento del volumen específico hacen que la rotación del compresor aumente y su eficiencia cambie, llevando muchos equipos a operar más cerca de la curva de surge. Ese suele ser el momento en que empiezan las investigaciones sobre el gas combustible.
Otra posible consecuencia del aumento de volumen específico del gas combustible es la dificultad de tratamiento. Columnas de absorción con hidrocarburos esponja y las columnas del tratamiento con aminas pueden sufrir inundaciones por exceso de caudal volumétrico de gases, llevando a arrastres de líquidos y presencia de exceso de contaminantes como H2S y fracciones de GLP.
Por último, el cambio de composición afecta el poder calorífico del gas combustible, que cae en términos volumétricos y provoca aumento de apertura de las válvulas controladoras de caudal de gas de los quemadores. Además de potenciales problemas de limitación de caudal para algunos de esos quemadores, eso puede afectar los cálculos del balance energético de algunas refinerías porque no todas actualizan los cálculos de ese balance a partir de resultados de cromatografía del gas combustible, lo hacen utilizando una composición promedio y un poder calorífico estándar.
Una de las vías para reducir la concentración de H2 en el gas combustible es el control de la acción deshidrogenante del níquel a través de su pasivación, que puede efectivarse a través de dos estrategias principales:
La función de una trampa es reducir la acción deshidrogenante del níquel, por oxidación a Ni+2 . Con esa reducción, consecuentemente, habrá una disminución del delta coque. Es clave que la tasa de adición sea calculada en función de la concentración del contaminante en la carga para garantizar que habrá menos níquel activo disponible, disminuyendo así su movilidad y acción.
Las tecnologías de catalizadores de Fábrica Carioca de Catalisadores S.A. cuentan con la MT-60 en su formulación, una trampa de níquel de alta performance.
El pentóxido de antimonio es un aditivo utilizado globalmente para la pasivación de Níquel, formando una aleación estable con la forma metálica Ni0, creando una barrera para que el níquel no pueda reaccionar con la cadena de hidrocarburos. La inyección de este producto al sistema se realiza en función de la concentración de níquel en la carga.
Importante tener en consideración que una alta inyección de pentóxido de antimonio acaba llevando a problemas de incremento de las emisiones de NOx y puede promover deposición e incrustaciones en el circuito de fondo de la fraccionadora principal. De allí la importancia de garantizar que la relación Sb/Ni se mantenga dentro del rango 0,20 – 0,40, con posibilidad de trabajar con relaciones menores cuando el catalizador posee trampas de níquel. El pentóxido de antimonio en exceso también puede pasivar parcialmente aditivos promotores de combustión a base de platino.
Operacionalmente existen algunos ajustes que el equipo técnico puede realizar, con el objetivo de reducir la concentración de H2 en el gas combustible. Algunos de los principales son:
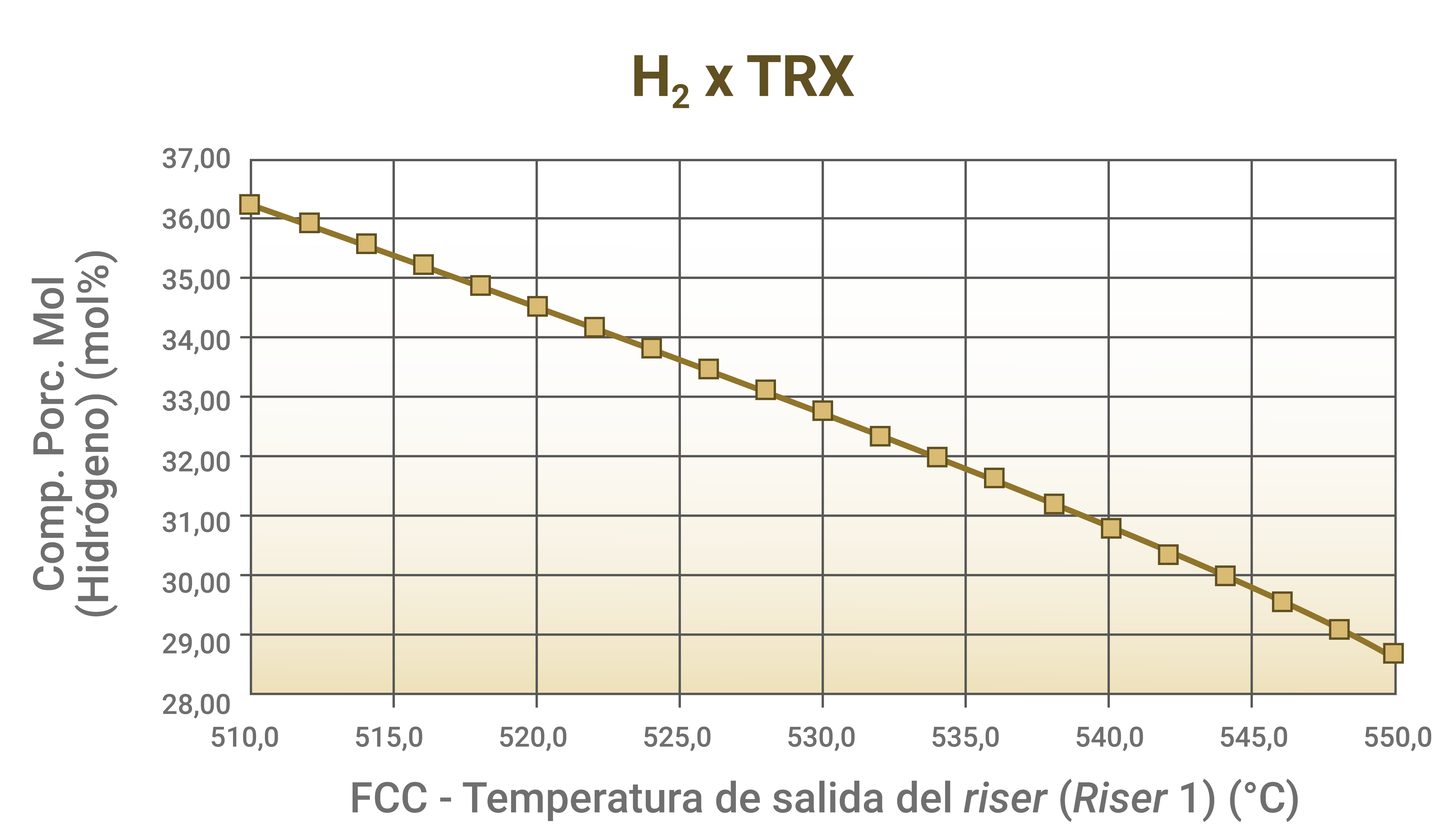
Gráfico 3 - Reducción de concentración de H2 en el gas combustible a través del aumento de temperatura de reacción. Fuente: Resultados de simulaciones realizadas por FCC S.A.
El aumento de la temperatura de carga, a pesar de reducir la circulación de catalizador y potencialmente aumentar el rendimiento de gas combustible, puede ser utilizado para reducción de concentración de H2 en el gas combustible, especialmente en unidades que trabajan con cargas residuales, que pueden no vaporizarse completamente a baja temperatura.
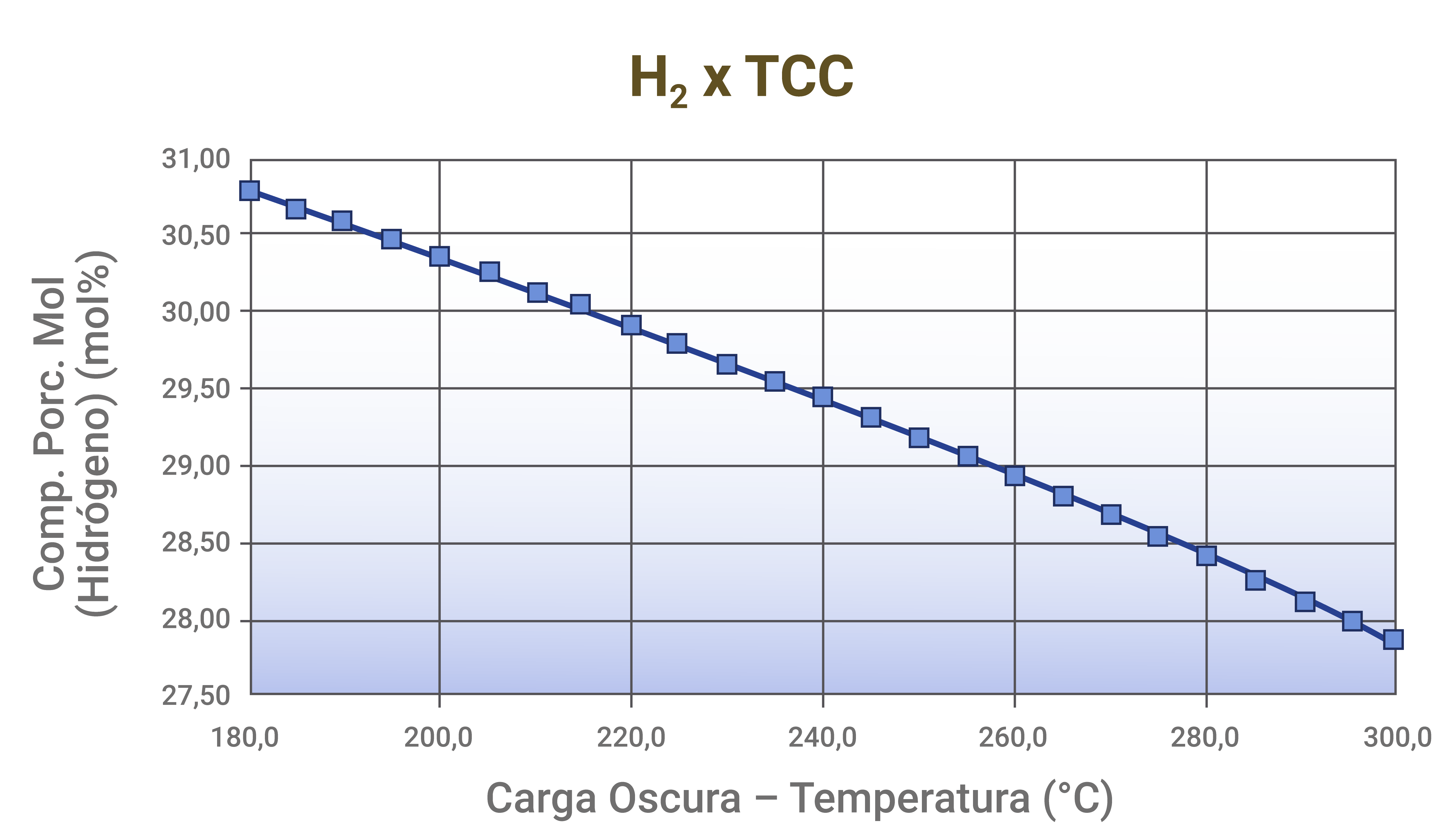
Gráfico 4 - Reducción de la concentración de H2 en el gas combustible en función del aumento de la temperatura de precalentamiento de la carga. Fuente: Resultados de simulaciones realizadas por FCC S.A.
Importante garantizar, además de una adecuada temperatura de carga de acuerdo con la calidad de la carga, que el flujo de vapor de atomización esté alineado con los requerimientos de diseño de las boquillas y el flujo de carga. Esto contribuye a la reducción del tamaño de la gota de aceite (cuanto menor mejor), lo que disminuirá el tiempo de contacto para que ocurra la vaporización a lo largo del riser, favoreciendo las reacciones de craqueo catalítico.
Fábrica Carioca de Catalisadores S.A. cuenta con soluciones integradas que pueden ayudar en momentos de desafíos, en especial cuando se trata de escenarios donde cargas más contaminadas hacen parte de las proyecciones. Las tecnologías UPGRADER, Denali y Safeguard fueron desarrolladas para los escenarios de procesamiento de cargas pesadas y/o contaminadas, presentando resultados inigualables en conversión y resistencia a metales. Cada cliente cuenta con una formulación específica de catalizador para atender a sus necesidades, y la personalización de trampa de níquel es uno de los ajustes posibles en esas formulaciones.
El monitoreo continuo de la calidad de carga y composición del gas combustible es clave para evitar escenarios de dificultades operacionales causados por el aumento excesivo de concentración de H2 en ese producto. El uso conjunto de estrategias de control de calidad de carga, adecuación de la formulación y reposición de catalizador, control operacional y eventual uso de aditivos permite a las refinerías tener bajo control la generación de H2 en la UFCC.
El equipo técnico de Fábrica Carioca de Catalisadores S.A. cuenta con la experiencia y disponibilidad para apoyar a nuestros clientes en estos desafíos. El análisis de disturbios operacionales, la optimización de la unidad y la actualización continua del sistema catalítico con parte de nuestro sistema Core Services, nuestros servicios van más allá del simple suministro de catalizador.
Publicaciones relacionadas
¿Qué le pareció la publicación?