




















¡Formulario enviado con éxito!



Conozca nuestro propósito, valores, historia y todo lo que forma parte de la esencia de FCC S.A.

Un portafolio de productos y soluciones repleto de innovación, tecnología y sustentabilidad.

Entregar productos con tecnología de punta y calidad mundial es apenas nuestro punto de partida. Por eso, tenemos una serie de servicios exclusivos para nuestros clientes y que hacen toda la diferencia en el día a día.

Vea en la práctica como la innovación está presente en el ADN de FCC S.A.

La sustentabilidad está presente en cada solución, entrega y proceso de nuestra empresa: sepa más.

¡Somos hechos de sinergia! Entienda como usted puede convertirse en un proveedor de FCC S.A.

Entérese de cómo es trabajar en FCC S.A. Conozca nuestra cultura, programas y verifique oportunidades.

La integridad y la transparencia forman parte de quienes somos. Verifique nuestros informes anuales y vea el resultado de nuestro trabajo.

Encuentre una variedad de contenidos que permean nuestros negocios y vea como usted puede formar parte de lo que creamos por acá.

¡Juntos, creamos más! Sea un socio de FCC S.A. y genere valor para un mundo en transformación: sepa cómo.

Comienza de forma discreta. Un pequeño aumento de presión en la torre fraccionadora, un ligero incremento de azufre y del punto final de la nafta; nada que un ajuste no pueda resolver. Se incrementa el caudal de reflujo, se reduce la presión de succión del compresor. Simple, rápido, corregido con tanta facilidad que nadie percibe los cambios.
El tiempo pasa y, ajuste tras ajuste, el equipo percibe que algo no va bien. El compresor está operando al máximo para la misma carga; al revisar el historial de la composición del gas combustible, la concentración de hidrógeno está un poco más alta que hace algunas semanas, podría ser eso. En el catalizador, la concentración de metales es la misma, así que tal vez el pentóxido de antimonio no esté funcionando correctamente, o quizá sea un ajuste del convertidor, El equipo realiza ajustes y logra superar el problema.
Mientras tanto, la fraccionadora está presurizada, la temperatura de tope es mucho más baja que lo normal para controlar el punto final de ebullición; la válvula de reflujo está en apertura máxima y, aun así, la nafta no mejora, el azufre permanece alto y la unidad de tratamiento exigida para manejar con una nafta de mala calidad.
Para empeorar el escenario aparece una fuga en uno de los condensadores de tope. Se retira el intercambiador de operación y se lava para poder inspeccionarlo. El equipo está completamente limpio, pero las marcas de corrosión están ahí, las paredes adelgazadas; otro equipo más para reemplazar en la parada programada de mantenimiento. Los tubos perforados se taponan, el intercambiador de calor vuelve a operar.
Sigue el día a día, el ingeniero ya sospecha de obstrucciones en los intercambiadores, de platos sucios en la torre, puede ser la famosa sal. No podemos intentar lavar la torre ahora, la maniobra conlleva riesgos y, además, la refinería necesita la unidad operando a carga máxima.
Una parada no programada de la unidad y todo desaparece; al fin y al cabo la gran mayoría de las sales de amonio son solubles en agua. La fraccionadora vuelve a operar correctamente, con baja presión y buen fraccionamiento. El compresor opera aliviado. Sea lo que sea lo que estaba causando el problema se ha terminado; tenemos otras prioridades, la operación continúa como si nada hubiera ocurrido.
De ajuste en ajuste, el ciclo se repite. Problemas de fraccionamiento, sobrecarga del compresor, corrosión severa. Esta es la rutina de las refinerías que conviven con un problema muy común en las unidades de FCC, la formación de depósitos de sal en el sistema de tope de la unidad.
Para contener esta deposición algunas refinerías optan por realizar lavados periódicos en el tope de la fraccionadora principal, mientras que otras utilizan productos químicos dispersantes de sales. Estas acciones contribuyen a mitigar y reducir la severidad de las consecuencias asociadas a la formación de sales; sin embargo, no eliminan la causa raíz del problema, ya que, en la mayoría de los casos, esta no se encuentra en la unidad de FCC.
La sal que se forma con mayor frecuencia en el tope de las fraccionadoras de las unidades de FCC es el cloruro de amonio (NH4Cl), que cristaliza directamente a partir de la fase gaseosa cuando las presiones parciales de NH3 y HCl alcanzan valores suficientemente altos. En condiciones normales esta sal cristaliza únicamente en los sistemas de condensadores del tope de la fraccionadora, los cuales generalmente son sometidos a lavados rutinarios, sin embargo, dependiendo de las concentraciones de NH3 y HCl, esta cristalización puede ocurrir en los platos de tope de la fraccionadora, perjudicando el contacto líquido-vapor y el fraccionamiento de la nafta ligera, lo que conduce a un aumento del contenido de azufre y del punto final de ebullición.
El amoníaco se forma de manera natural en el riser. Parte del nitrógeno presente en la carga se convierte en amoniaco, hecho que en muchas ocasiones es pasado por alto por la refinería, al fin y al cabo, ¿quién controla la concentración de amoníaco en el gas combustible? Pero allí está, alcanzando cientos de kilogramos por día, saliendo con las aguas agrias. Solo nos acordamos de él cuando muestreamos estas aguas agrias, si es que las muestreamos. Son concentraciones que pueden pasar de 10.000 ppm y que preocupan más al ingeniero a cargo de las torres despojadoras que tratarán estas aguas que al ingeniero de FCC. El amoníaco siempre estará presente, en abundancia, pero este no es el foco de este artículo.
Lo que realmente determina si una unidad de FCC va a sufrir con la formación de sal es la presencia de mayor o menor concentración de cloro, ya que esto determina la temperatura y la presión de sublimación del NH4Cl en el sistema de tope de la fraccionadora principal, dado que el cloro que llega al riser forma HCl. Cuanto mayor es la concentración de cloro, mayor es la temperatura a la que se inicia esta deposición de sales, y este cloro tiene tres fuentes principales:
Además de la formación de sales en el sistema de tope de la fraccionadora principal, el cloro es capaz de reactivar el níquel que ya se encontraba oxidado en el catalizador, haciendo que su poder deshidrogenante se restablezca y aumentando la concentración de H2 en el gas combustible.
La principal fuente de cloro para la unidad de FCC es la carga de la unidad, y la causa de la presencia de cloro en exceso suele ser una desalación ineficiente. El aumento de carga de la unidad de destilación, una temperatura inadecuada del petróleo y cambios en la canasta de crudos de la refinería son algunos de los diversos factores que pueden provocar que la batería de desaladoras no elimine adecuadamente el cloro. El desafío se vuelve aún mayor con los nuevos crudos disponibles en América Latina, ricos en sales de calcio y magnesio poco solubles en agua, y que contienen cloruros orgánicos, los cuales no se eliminan en el proceso de desalación.
La unidad que más sufre con las consecuencias de una mala desaación es la unidad de destilación, donde las sales de calcio y magnesio pueden hidrolizarse liberando cloro, que forma HCl y corroe los sistemas de tope de las torres, y donde también se puede liberar cloruro orgánico. Por eso, estas unidades suelen tener un control riguroso de los mecanismos de corrosión, con inyecciones de productos químicos para controlar la acción del cloro. En estas unidades, el cloro que sale de los desalinizadores es monitoreado, generalmente medido por el análisis de sal como NaCl, ¿pero qué pasa después?
En función de la liberación de cloro en las torres de la unidad de destilación, algunas corrientes concentran más cloruros, destacándose el gasóleo ligero de vacío, que suele ser carga para el FCC. El cloro también estará presente en las corrientes de diésel pesado, residuo atmosférico, gasóleo pesado de vacío y residuo de vacío.
No todas las unidades de FCC tienen un control riguroso de la calidad de la carga. Lo ideal es realizar ensayos rutinarios de carga frecuentes, varias veces por semana, y que estos ensayos incluyan análisis de sal o de cloruros. Dejar de medir frecuentemente el cloro en la carga puede impedir que la refinería tome acciones preventivas ante un aumento de concentración, haciendo que ese aumento se perciba solo cuando aparecen síntomas como obstrucción de sistemas.
La presencia de cloro en el vapor inyectado en el riser y en las torres de la unidad de FCC es menos común, pero puede ocurrir por una mala desalinización del agua desmineralizada o por la contaminación de esa agua o vapor. La identificación de la presencia de este contaminante se realiza mediante análisis del condensado. La mala calidad del vapor también afectará a generadores de vapor y turbinas.
Por último, algunas tecnologías de catalizador de FCC contienen cloro en su formulación y este cloro se libera en el riser, pero no aparece en los ensayos de composición del catalizador. Incluso con el control de cloruros en la carga, la unidad puede sufrir con depósitos de sal en la parte superior sin lograr identificar el origen de esta contaminación. Si utiliza catalizadores de FCC S.A. no se preocupe, nuestro catalizador está libre de cloro. Si no es nuestro cliente y sospecha que el catalizador puede ser una fuente de cloruros, el equipo de servicios técnicos de FCC S.A. está a su disposición.
Para identificar el origen de los cloruros y verificar si se está produciendo acumulación de sales en el FCC es importante mapear el recorrido de este contaminante a través del balance de cloruros.
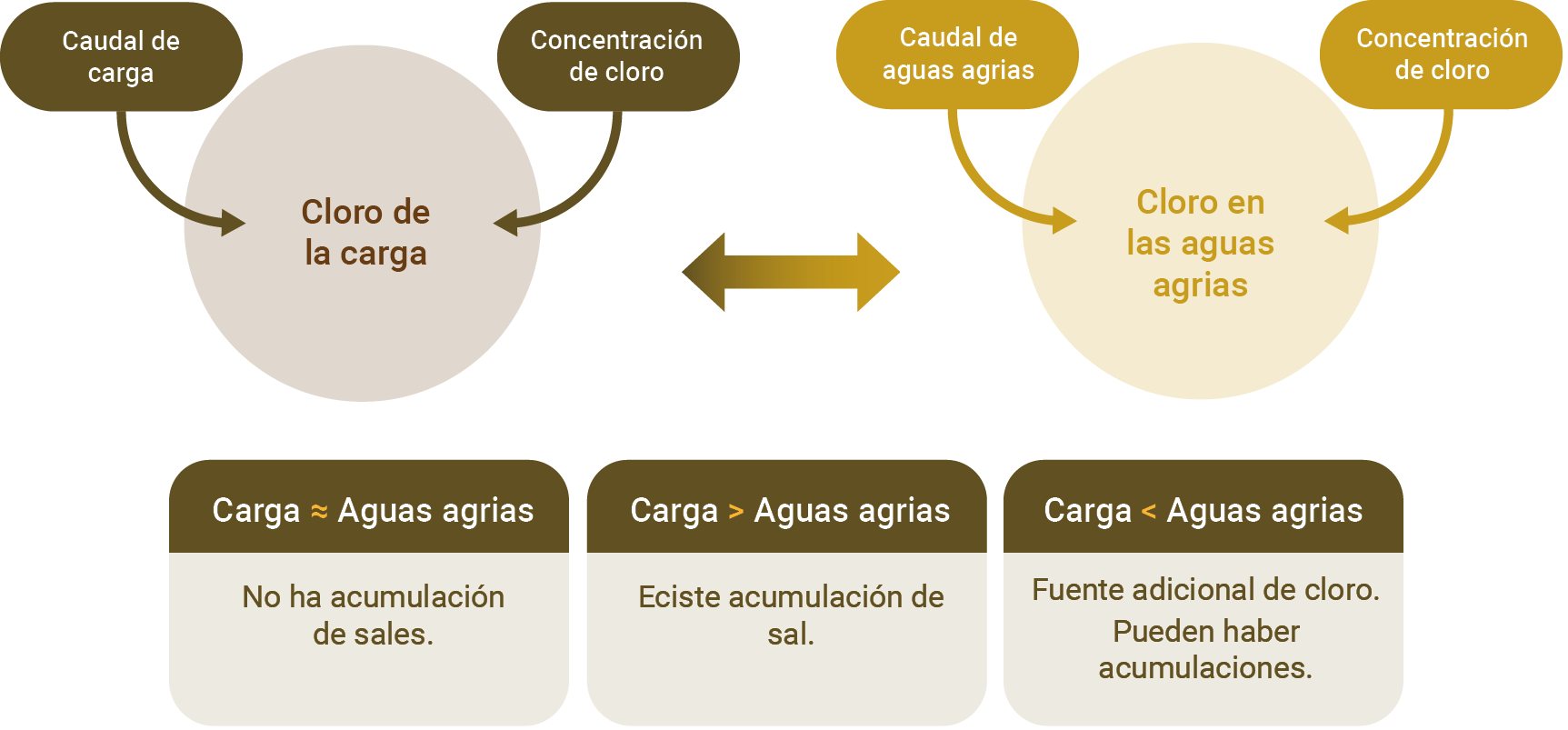
Figura1 - GPS del cloro. Fuente: FCC S.A.
Medir el cloro en la carga es el primer paso. Es importante monitorear este contaminante y limitar su concentración en la carga para evitar la formación de depósitos de sal en la unidad. Algunas refinerías miden directamente el cloruro en la carga, otras utilizan el mismo método de medición de sal como NaCl empleado para el petróleo crudo. Los métodos varían, pero lo importante es medir cuánto cloro ingresa con la carga.
El segundo paso es monitorear la concentración de cloro en las aguas agrias de la unidad y su caudal. Además de los vapores inyectados en el convertidor y en la torre fraccionadora, en la unidad de FCC es común que existan sistemas de lavado de los condensadores del tope de la fraccionadora y de los gases en el sistema del compresor de gas húmedo, y los cloruros saldrán de la unidad solubilizados en estas corrientes de aguas agrias. La refinería tiene dos opciones: medir la concentración de cloro y el caudal de cada una de las corrientes de aguas agrias o realizar la medición del caudal y la concentración de la corriente combinada de aguas agrias que sale de la unidad.
Con la masa de cloro que ingresa a la unidad y la masa que sale a través de las aguas agrias es posible evaluar el balance de cloro:
El seguimiento de la ocurrencia de depósitos significativos también pasa por el monitoreo de la pérdida de carga en el sistema de tope de la fraccionadora principal, lo que permite verificar si el lavado de los condensadores de tope está siendo suficiente y si están produciendo depósitos en la fraccionadora.
La forma más sencilla de hacerlo es creando gráficos de seguimiento de los últimos meses (se sugiere alrededor de 6), uno con la pérdida de carga entre la región de reflujo de nafta pesada y el tope de la fraccionadora principal (la sal suele depositarse en los platos superiores) y otro con la diferencia de presión entre el tope de la fraccionadora principal y la succión de la primera etapa del compresor de gas húmedo. De esta manera, resulta fácil identificar en el día a día cambios que indiquen el inicio de la deposición de sales, permitiendo así la adopción de acciones de mitigación.
Para prevenir la deposición de sales en las torres fraccionadoras del FCC, se recomienda operar con una temperatura de tope 5ºC más alta que la temperatura de deposición del cloruro de amonio.
Para calcular esta temperatura, además del flujo de cloro que llega a la unidad, es necesario determinar su concentración molar en el tope de la fraccionadora. Para ello, es posible utilizar la estimación de flujo molar obtenido mediante simulador o calcular los flujos molares a partir de cromatografías y correlaciones para determinar el peso molecular de cada corriente derivada de la corriente de tope de la fraccionadora principal:
Como ejemplo de correlaciones para el cálculo de la masa molecular de corrientes líquidas, se puede mencionar el método de Riazi-Daubert:

En esta ecuación, Tb es el punto de ebullición medio en K y SG es la densidad relativa a 15,6ºC.
No se debe olvidar excluir corrientes externas que ingresan a la unidad después de la fraccionadora principal. A partir del flujo molar de la corriente del tope de la fraccionadora, es posible calcular la concentración molar del cloro.
La temperatura de deposición de NH4Cl en el tope de la fraccionadora se calculará mediante la siguiente ecuación de equilibrio:

En esta ecuación PvNH4Cl es la presión parcial de NH4Cl en la corriente, en kPa y T es la temperatura de deposición de la sal, en K.
Para calcular PvNH4Cl se asume que es igual a la presión parcial del cloro:
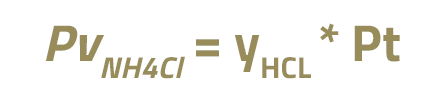
Donde yHCl es la fracción molar de HCl en la corriente de tope de la fraccionadora principal y Pt es la presión total de la fraccionadora, en kPa.
El margen de 5ºC por encima de la temperatura de formación de sales permite absorber las pequeñas variaciones de concentración de cloro que se producen en el día a día de la refinería, pero no las grandes variaciones. Además, se sabe que la fraccionadora principal no puede operar con una temperatura demasiado elevada, ya que existe la necesidad de ajustar esta variable para el control del punto final de la nafta craqueada ligera. Por ello, es necesario controlar adecuadamente la calidad de la carga, estableciendo un límite máximo de concentración de cloro (o de sal) que sea compatible con un rango operativo de temperaturas de tope de la fraccionadora principal que permita cumplir con la especificación de la nafta craqueada.
Es importante que toda la refinería comprenda que este control es esencial, ya que los depósitos se forman en un corto período de tiempo y la reversión de estos depósitos requiere maniobras operativas que conducen a la generación de grandes volúmenes de productos fuera de especificación y/o dosificaciones de choque de productos químicos que también afectan la calidad de los productos del FCC.
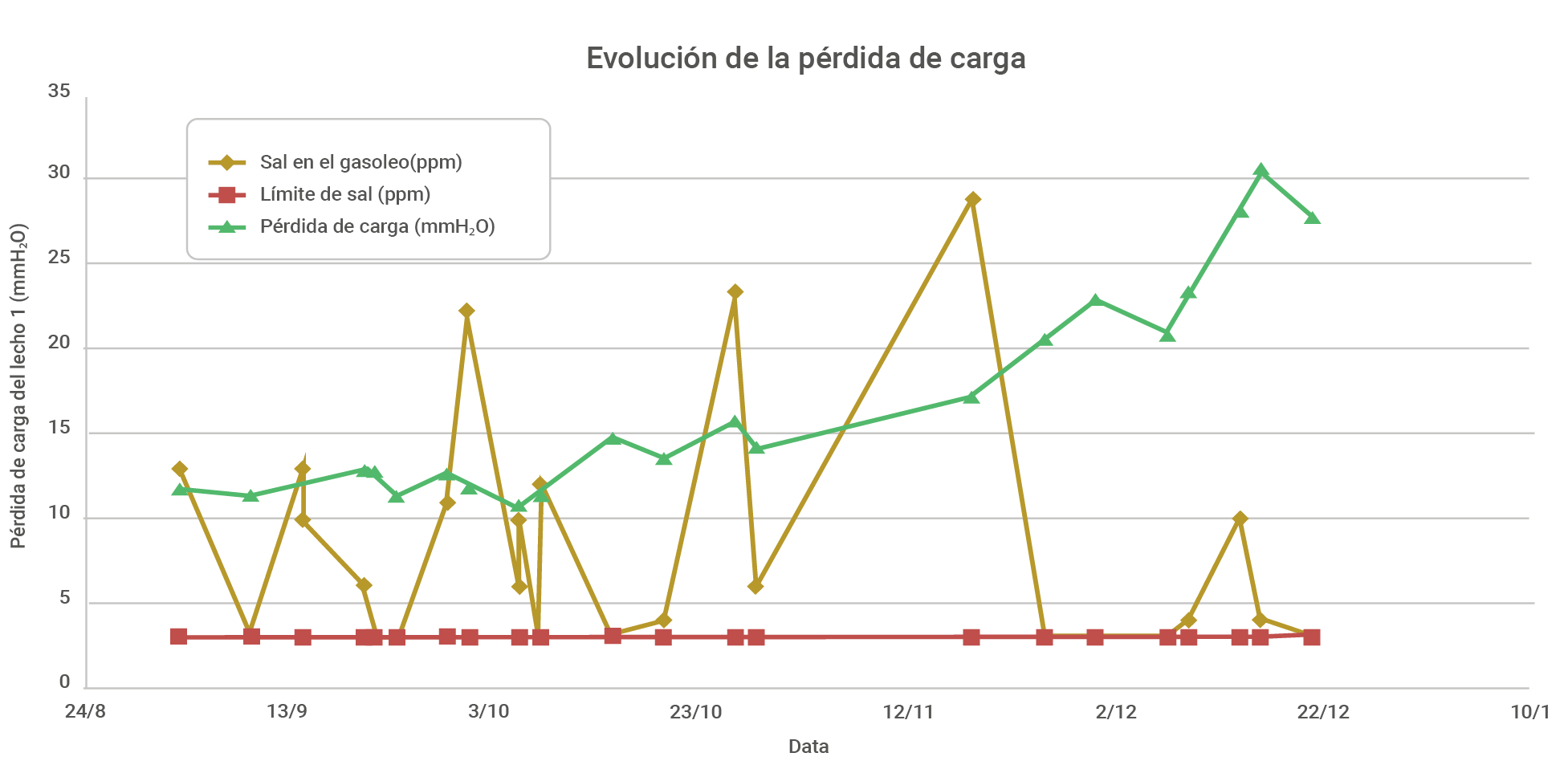
Gráfico 1 – Ejemplo real de evolución de la pérdida de carga en el tope de la fraccionadora durante operación por encima del límite de cloro en la carga.
Algunas refinerías optan por el uso continuo de productos químicos dispersantes de sales en el sistema de tope como medida preventiva. Es una alternativa que puede funcionar bien para algunas refinerías y que, efectivamente, debe ser evaluada; sin embargo, es importante que todos sean conscientes de que:
Otra acción preventiva poco considerada es el control de la temperatura del reflujo circulante superior. Se debe prestar especial atención en las refinerías que utilizan la nafta craqueada pesada como aceite esponja en la absorbedora secundaria, ya que la temperatura de operación de las absorbedoras es baja, y el retorno de esta corriente debe mezclarse previamente con el reflujo circulante antes de ingresar a la fraccionadora. La temperatura mínima recomendada es de 105ºC.
En el sistema de condensadores de tope de la fraccionadora principal, donde las sales de amonio se formarán inevitablemente, las acciones preventivas estarán orientadas a evitar la corrosión del sistema.
La principal acción preventiva, y en la mayoría de los casos la única necesaria, es el lavado periódico de estos condensadores con agua. Algunas refinerías cuentan con sistemas automatizados, con inyección temporizada de agua en cada uno de los condensadores de tope, mientras que otras llenan estos condensadores con agua de forma alternada varias veces por semana. También existe la posibilidad de utilizar aditivos dispersantes de sales en esta zona.
A partir del momento que se identifica la formación de sales en el tope de la fraccionadora, las principales alternativas de mitigación son:
Teóricamente, el aumento de la temperatura de tope hasta un nivel de varias decenas de grados por encima de la temperatura de formación de sales también sería una alternativa, pero no suele ser muy efectiva.
Cada refinería cuenta con su propio procedimiento de lavado de tope de la fraccionadora principal. Algunas disponen de configuraciones especiales que contemplan estas maniobras y otras no; sin embargo, existen ciertos cuidados comunes que deben adoptarse:
Cuando la inyección mediante dosificación de choque de productos dispersantes de sales es la opción adoptada por la refinería, es importante desviar la nafta craqueada ligera, la nafta craqueada pesada y el LCO de las unidades de hidrotratamientos, debido a la posible presencia de sal en estas corrientes.
La corrección de problemas crónicos de formación de sales en el tope de la fraccionadora principal consiste en actuar sobre el origen del exceso de cloro, lo cual puede impactar a la refinería en su conjunto.
Cuando el origen del exceso de cloro es el catalizador de FCC, la solución es simple: cambiar a un catalizador libre de cloro. Ninguno de los catalizadores de FCC S.A. contiene cloro en su formulación y podemos ofrecer las mejores soluciones catalíticas a nuestros clientes.
En los casos de contaminación del vapor con cloruros, es necesario investigar si el origen se debe a fugas en los intercambiadores de calor o a un tratamiento ineficiente. Mientras que, en el caso de una fuga, basta con realizar una intervención de mantenimiento, para corregir un tratamiento deficiente es necesario efectuar inversiones, que pueden ir desde una simple sustitución de membranas hasta la actualización de la planta de desmineralización de agua, con equipos más eficientes.
Invertir en una mejor desmineralización del agua beneficia a la refinería en su conjunto, ya que contribuye a la preservación de los generadores de vapor y las turbinas, además de reducir la contaminación del catalizador del FCC, que se ve afectado por la presencia de sales en el vapor inyectado al convertidor. Con la reducción de mantenimientos en los generadores de vapor, el menor consumo de catalizador y la preservación de la capacidad de la unidad de FCC gracias a la disminución de la formación de sales en el sistema de tope, esta inversión en tratamiento de agua se amortiza rápidamente.
Solucionar los problemas de desalinización es un poco más complejo, ya que es necesario investigar las causas de la alta concentración de cloro en el crudo desalado, las cuales generalmente se combinan.
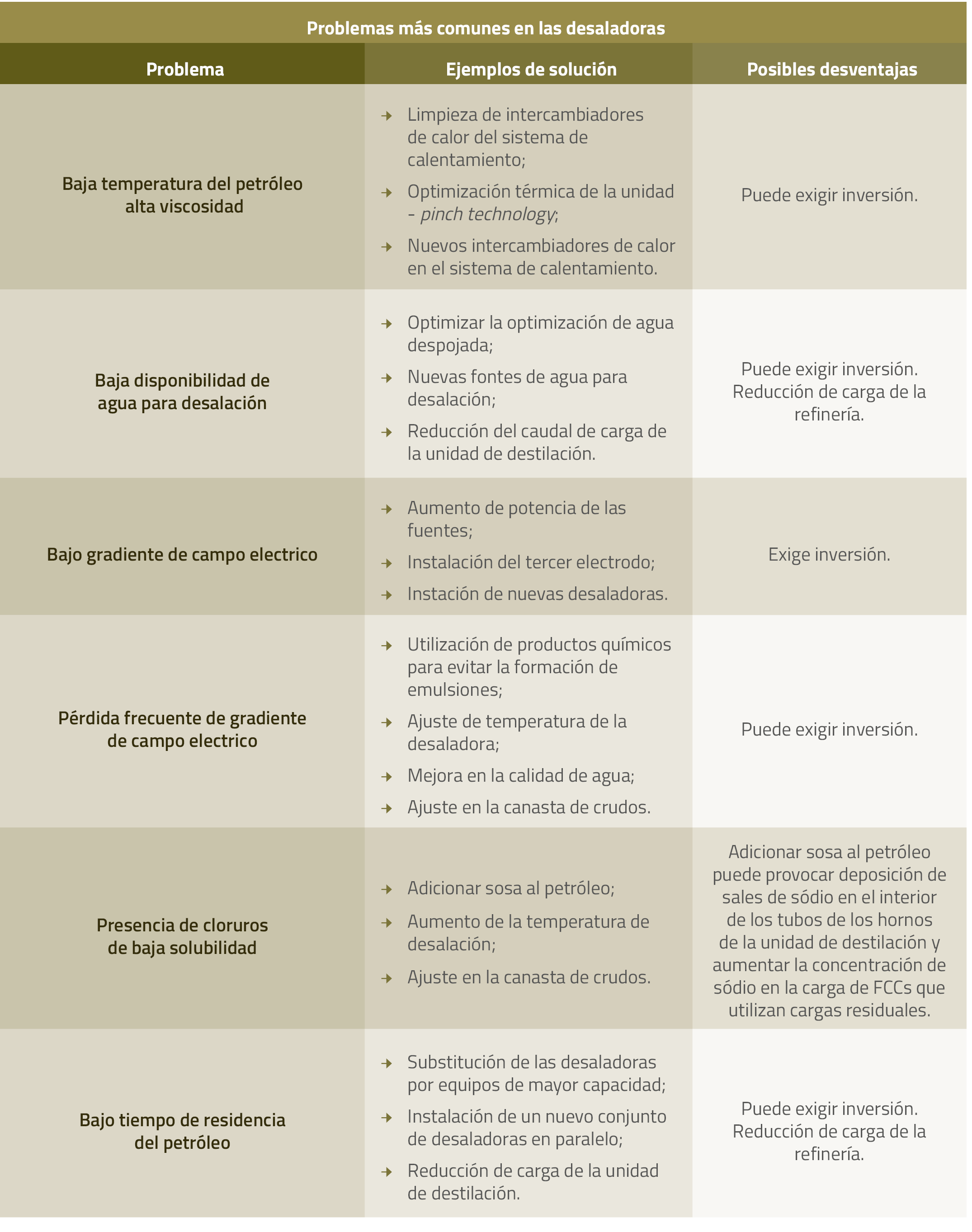
Una vez identificada la causa, la solución puede ser simple, como realizar la limpieza de algunos intercambiadores de calor, o puede requerir la implementación de nuevos proyectos junto con la reducción de la carga de la refinería hasta que dicho proyecto sea ejecutado. Invertir en un buen proceso de desalinización no solo corregirá problemas en la unidad de FCC, sino que mejorará significativamente el desempeño de la refinería en su conjunto:
La siguiente tabla presenta algunos de los problemas más comunes en los sistemas de desaladoras y sus posibles soluciones:
La presencia de concentraciones excesivas de cloro en la carga de la unidad de FCC es un problema que a menudo se subestima hasta que sus consecuencias impacten el caudal de carga de la unidad, su integridad y la calidad de sus productos.
Prevenir, mitigar y corregir la formación de sales en el sistema de tope de la fraccionadora principal del FCC no es una tarea exclusiva del equipo que opera esta unidad, sino un compromiso de toda la refinería con la integridad y el desempeño de sus principales unidades. Destilación, FCC, coquización e hidrotratamientos se ven negativamente afectados por la presencia de cloro, lo que justifica plenamente las inversiones destinadas a mejorar los sistemas que reduzcan el impacto de este contaminante.
El equipo de servicios técnicos de FCC S.A. puede ayudarle en problemas que van más allá del convertidor de las unidades de FCC. Somos especialistas con una visión general, con experiencia en refino y con el respaldo de los equipos técnicos de Ketjen y Petrobras. Quedamos a su disposición.
Publicaciones relacionadas

¿Qué le pareció la publicación?